























































技术专题

冠能30寸大转鼓卧螺离心机:国内矿浆浓缩项目的“巨无霸”
在矿业生产流程中,矿浆浓缩是一个至关重要的环节。它直接关系到后续选矿工艺的效率、水资源的循环利用率以及尾矿的安全处置。近日,冠能公司自主研发的30寸(GNLW764系列)大转鼓卧螺离心机在国内矿浆浓缩项目中展现出卓越性能,凭借其超大处理能力和高效分离技术,正在成为矿业领域固液分离的标杆设备。
“大”有可为:30寸转鼓带来的硬核实力冠能30寸卧螺离心机其的特点在于其760毫米的超大转鼓直径,长径比达到4.2:1 。这一设计赋予了设备远超常规型号的处理能力。在矿浆浓缩作业中,大尺寸转鼓意味着更长的沉降区和更大的离心力场。其分离因数可高达3000G,能够有效捕捉矿浆中的超细颗粒 。以含固量20%的泥浆为例,其设计处理量可达每小时120立方米,这种规模效应对于大型矿山的连续生产作业而言,意味着能用更少的设备台数满足巨大的产能需求 。
专为难分离物料而生国内矿浆成分复杂,常常含有大量微细颗粒,传统的浓缩设备容易出现底流浓度不足或溢流跑浑的问题。冠能30寸离心机在设计上针对此类难分离物料进行了优化。它采用双相不锈钢SS2205或SS2304材质的转鼓,经离心浇铸而成,相比普通不锈钢具有更强的耐腐蚀和耐磨损性能,能适应矿业高强度的工况环境 。同时,螺旋推料器叶片及排渣口等关键部位嵌装了碳化钨合金硬质保护层,大大延长了设备在输送高磨蚀性矿浆时的使用寿命 。
经济与环保的双重收益在当前的矿业生产中,环保红线与经济账本同样重要。冠能30寸大转鼓离心机在国内矿浆浓缩项目中的应用,带来了显著的经济和环境双重效益。一方面,通过高效的固液分离,它能够产出含水率极低的尾矿渣(泥饼),便于干堆或运输,减少了尾矿库的占地压力和溃坝风险;另一方面,分离出的澄清液中固体含量极低,可直接作为生产回用水返回选矿流程,这对于水资源匮乏的矿区而言,极大降低了新水取用成本和废水处理费用 。
结语冠能30寸大转鼓卧螺离心机在国内矿浆浓缩项目的落地,不仅是国产大型分离设备技术成熟的标志,更是国内矿业向大型化、智能化、绿色化转型的一个缩影。它以超大的处理能力、卓越的分离精度和可靠的耐磨设计,正在为矿山企业解决尾矿处理的痛点,实现从“达标排放”到“价值创造”的跨越。
泥浆净化系统核心技术原理及工程应用优势解析
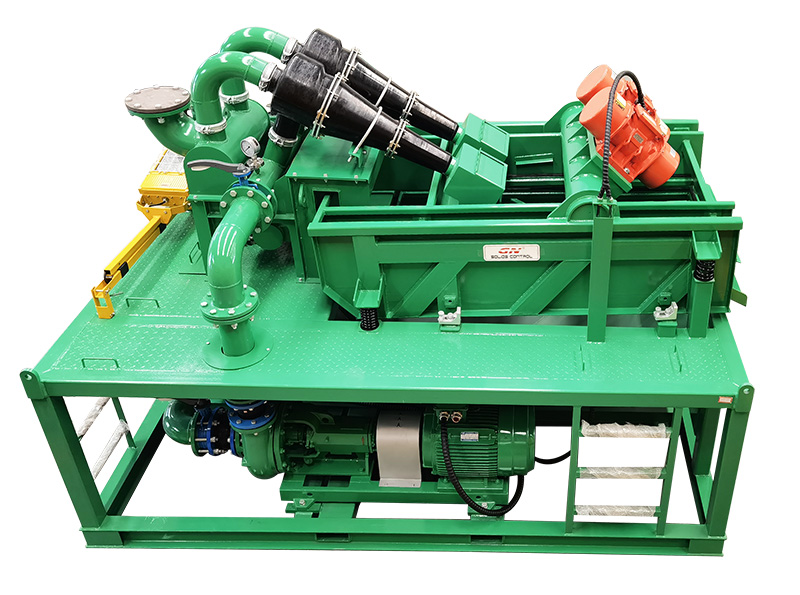
在桩基施工、盾构掘进、石油钻井、非开挖顶管等地下工程施工中,泥浆是保障施工安全、提升作业效率的核心介质。泥浆质量的稳定性直接决定护壁效果、携渣能力和设备运行状态,而泥浆净化系统作为固控核心设备,可实现废弃泥浆的固液分离、性能优化与循环复用,是现代岩土工程绿色施工、降本增效的关键配套系统。本文深度解析泥浆净化系统的核心技术、工艺流程及应用价值,全面拆解其技术优势。
泥浆净化系统是一套模块化、一体化的分级固控处理设备,区别于传统自然沉降、简易过滤模式,该系统融合机械筛分、水力旋流、离心分离、化学调质多重技术,可逐级去除泥浆中不同粒径的固相杂质,精准调控泥浆比重、粘度、胶体率等关键参数,彻底解决施工中泥浆含渣量高、性能衰减、废浆排放量大等行业痛点,适配各类复杂地质施工场景。
从核心技术原理来看,现代泥浆净化系统采用五级梯度净化技术,实现从毫米级粗颗粒到微米级细颗粒的全覆盖分离,净化精度层层递进、互不干扰。第一道工序为高频振动筛分技术,通过振动电机驱动筛网高频定向振动,快速拦截泥浆中的大块渣土、碎石、岩屑等粗大杂质,完成初步固液分离,有效减轻后续精细净化设备的负荷,是整个系统的前置防护核心。
第二、三道工序为水力旋流净化技术,依托除砂器、除泥器组成双级旋流系统,利用离心沉降原理,将振动筛处理后的泥浆加压送入旋流腔体,通过高速旋转产生的离心力,分离出泥浆中的砂粒、粉土等细颗粒杂质。其中除砂器负责去除中粗细颗粒,除泥器精准剥离细微泥质颗粒,大幅降低泥浆固相含量,稳定泥浆基础性能指标。
针对含气、细颗粒悬浮严重的劣质泥浆,系统搭载真空除气模块,通过构建负压真空环境,快速剥离泥浆中裹挟的空气、瓦斯等气体,消除气泡对泥浆粘度、护壁性能的影响,避免施工中出现孔壁坍塌、钻具跳动等问题。最后通过离心深度净化与化学调质辅助技术,利用离心机的超高离心力分离2-5微米超细颗粒,同时按需投加PAC、PAM复合药剂,破坏泥浆胶体稳定结构,促使细微悬浮颗粒絮凝成团,彻底优化泥浆综合性能。
相较于传统泥浆处理方式,模块化泥浆净化系统具备显著技术优势。其一,净化效率高、精度稳定,全流程机械化闭环作业,不受天气、场地环境影响,可连续24小时作业,泥浆净化合格率可达98%以上,完全满足高标准施工要求。其二,绿色节能、循环利用率高,系统可将废弃泥浆转化为达标可复用泥浆,废浆排放量降低80%以上,大幅减少泥浆原材料采购成本,同时规避泥浆乱排带来的环保问题。
其三,适配性强、稳定性高,模块化罐体组合设计可灵活适配桩基、盾构、钻井、顶管等不同施工场景,针对黏土、砂土、卵石等复杂地质均可稳定作业,有效降低钻具磨损、泵体堵塞、孔底沉渣超标等施工故障,延长施工设备使用寿命,提升整体施工效率。其四,自动化程度高,现代智能泥浆净化系统搭载智能控制系统,可实时监测泥浆比重、粘度、固相含量等参数,自动调节净化流程与药剂投加量,减少人工干预,降低操作误差。
目前,泥浆净化系统已广泛应用于市政桩基工程、地铁盾构施工、油气钻井、非开挖工程、水利隧道等多个领域,成为绿色施工的标配设备。在环保管控日趋严格、工程施工提质增效的行业背景下,传统一次性泥浆使用模式已逐步淘汰,而泥浆净化系统凭借高效固控、循环复用、低碳环保的核心优势,完美契合建筑行业绿色转型发展趋势。
综上,泥浆净化系统的梯度分级净化、模块化集成、智能调控等核心技术,彻底解决了传统泥浆处理效率低、污染大、成本高的难题,既保障了地下工程施工的安全性与稳定性,又实现了资源循环利用。未来随着工程施工智能化、绿色化升级,泥浆净化技术将朝着高精度、全自动、一体化方向持续迭代,成为地下工程建设不可或缺的核心技术支撑。

河北冠能离心机:破解土豆加工“水困局”,让清洗水循环再生
在薯片、薯条等休闲食品深受消费者喜爱的今天,土豆加工业的环保压力与日俱增。土豆清洗和切片漂洗过程中,会产生大量含泥沙和游离淀粉的废水。如果直接排放,不仅造成水资源浪费,其中的淀粉还会导致水体COD、BOD值升高,对环境造成严重污染。
面对环保红线与生产成本的双重压力,如何高效处理这股“烫手山芋”,成了企业生存的关键。来自河北冠能澄清型卧螺离心机,正为土豆切片冲洗水的淀粉粗分离与水循环回用,提供了一套成熟的国产化解决方案。
精准定位:为什么土豆漂洗水需要“澄清型”离心机?
土豆切片后的冲洗水,含有大量悬浮的细小淀粉颗粒和碎屑。这类物料的特点是颗粒细、固液相密度差较小,但对出水的澄清度要求却很高。
冠能澄清型卧螺离心机正是为此类工况而生。其设计半锥角为20度,这一独特设计有效延长了转鼓直段(澄清区)的长度,为细小淀粉颗粒提供了更充分的沉降时间,从而保障了分离后液相的澄清度。无论是小麦淀粉、玉米淀粉,还是土豆蛋白的分离提取,澄清系列都是成熟的解决方案。
技术硬实力:食品级材质与精细工艺
用于食品加工环节的设备,卫生与耐用性是首要考量。冠能离心机在这方面下足了功夫:
- 材质升级:转鼓及大小端盖轴采用双相不锈钢SUS2205或SUS2304经离心浇铸而成,性能优于常见的SUS304和SUS316,更耐腐蚀、更耐用。
- 食品级设计:螺旋主体采用双相不锈钢,叶片经抛光处理,满足食品级GMP卫生等级要求,确保无残留、无死角清洗。
- 耐磨保护:针对排渣口等易磨损部位,采用可更换硬质合金套保护,延长设备寿命。
变废为宝:水循环与淀粉创收双赢
在实际应用中,该方案的经济效益与环境效益显著:
1.水循环利用:切片漂洗水经离心机高速分离后,澄清的液相(水)可直接回用于前端的土豆清洗或去石工序。结合行业数据,每加工1吨马铃薯,这套回收系统可节约淡水0.5至1立方米。这不仅大幅降低了新水取用量,更减轻了后续污水站的生化处理压力。
2.淀粉资源回收:被分离出的固相(粗淀粉)经输送烘干后可对外销售。以年消耗3万吨土豆的薯片加工企业测算,仅回收废水中的淀粉一项,就能为企业带来近350万元的额外利润。
河北冠能澄清卧螺离心机,不只是简单的固液分离设备,更是土豆加工企业实现绿色制造、降本增效的关键一环**。它让令人头疼的“废水”变成了可循环的“资源”,在守护青山绿水的同时,也为企业挖出了一座“富矿”。

工况实测表现亮眼!冠能 GNLW 卧螺离心机多类施工现场稳定高效运行
在石油钻井、盾构隧道、非开挖顶管、矿山尾矿处理等各类工程施工现场,泥浆微细颗粒难分离、废渣含水率高、设备易磨损、连续作业故障率高等难题长期困扰施工单位。冠能自主研发的 GNLW 系列卧螺离心机作为整套泥浆净化系统的深度提纯核心设备,凭借优化结构、耐磨材质、智能调控与超强工况适配能力,在全国多地及海外项目现场持续交出优异作业答卷,成为工程固控环节不可或缺的主力装备,综合使用成本与处理效率远超传统分离设备。
从现场分级净化流程来看,冠能卧螺离心机承接振动筛、泥浆清洁器的预处理泥浆,负责捕捉 2–5 微米超细固相颗粒,补齐前端设备细颗粒分离短板。国内某城市地铁盾构项目地层以砂质黏土、风化岩为主,掘进泥浆含泥量高、粘性大,常规分离设备处理后泥浆含砂率超标,频繁磨损盾构机刀盘与输送管路。现场投入冠能 450 型卧螺离心机后,依托最高 420G 分离因数、3000–4000rpm 可调转速,搭配 8.5° 加长脱水锥段,精准划分沉降区与干燥挤压区,微细泥屑快速沉降脱水,净化后泥浆含砂量稳定控制在行业标准以内,泥浆循环利用率提升至 90% 以上,大幅减少新泥浆配制、药剂采购与废浆外运费用,单项目施工综合成本降低两成左右。
野外钻井、山区勘探等恶劣工况下,设备耐用性是稳定施工的关键。施工现场泥浆携带大量石英砂、岩屑,长期冲刷螺旋推料叶片极易造成磨损停机。冠能卧螺离心机在叶片、排渣口等易磨损区域镶嵌碳化钨耐磨合金片,转鼓采用双相不锈钢一体铸造,规避焊接腐蚀缺陷,渐变式螺旋结构提升物料推送压榨力,同等作业强度下整机使用寿命较普通机型提升一倍,大幅减少零部件更换频次与停工检修损失冠能分送。西北某页岩气钻井现场连续 72 小时不间断作业,泥浆含固率波动幅度大,设备全程无堵料、无剧烈振动,排渣成型干爽,废渣含水率稳定维持在 65%–70%,无需二次晾晒,可直接装车合规处置,完美满足野外 “泥浆不落地” 环保施工要求。
狭小城区工地、移动钻探平台对设备占地、转场灵活性要求严苛,冠能模块化撬装式卧螺离心机现场适配优势突出。紧凑型迷你机型整体占地面积小,整机一体化装配,拆装转运仅需半天即可完成调试投产;设备搭载全变频 PLC 智能控制系统,触摸屏一键切换转速、差转速参数,进料浓度出现波动时自动调节运行工况,内置温度、振动、过载多重预警,出现异常自动停机保护,现场仅需一名操作人员值守,大幅降低人工投入。欧洲小型勘探项目、国内城区管网非开挖工程均批量选用该系列设备,在场地受限、多点位频繁转场场景中持续稳定输出处理能力,无一次因场地问题停机误工。
海外高温风沙、防爆工况项目同样验证冠能卧螺离心机硬核实力。中东油田配套防爆款离心机适配当地高温、易燃易爆作业环境,整机通过防爆安全认证,防腐涂层抵御风沙侵蚀;非洲油泥处理现场大流量高含油泥浆持续进料,设备连续运行数月无故障,分离出的清水回流循环使用,有效缓解当地水资源短缺问题,废渣减量化效果显著,契合各国严苛环保排放法规。
对比传统板框压滤机、简易旋流设备,冠能卧螺离心机无需滤布耗材,全自动连续进料、沉降、排渣一体化运行,无频繁更换耗材、堵塞清理等额外工序,现场运维简便。多年施工现场实测数据证明,该系列设备兼顾分离精度、处理量、耐用性与智能化,适配油气钻井、盾构基建、矿山环保全场景,凭借实打实的现场作业表现,持续收获海内外施工单位复购订单,成为泥浆深度净化领域高性价比优选设备。

冠能泥浆净化系统:多重性能优势助力工程高效绿色施工
在桩基施工、水平定向钻、石油钻井、盾构掘进等各类岩土工程作业中,泥浆是稳定孔壁、冷却钻具、携带岩屑的关键介质,泥浆净化效果直接影响施工安全、进度与综合成本。传统简易泥浆处理设备存在净化精度不足、损耗高、污染严重、适配性差等短板,难以满足当下高标准施工需求。冠能深耕固控设备研发制造多年,打造一体化泥浆净化系统,依托成熟工艺与创新结构设计,在净化能力、成本控制、环保处理、工况适配、耐用运维五大维度形成突出性能优势,成为众多施工项目的标配设备。
多级分级净化,固相分离精度行业领先,是冠能净化系统最核心的性能亮点。整套系统采用振动筛、除砂器、除泥器、高速离心机四级串联净化架构,针对不同粒径泥沙、岩屑颗粒实现分层筛分处理。大颗粒钻屑经由高频振动筛快速分离,中细砂粒通过水力旋流装置脱除,微米级超细固相依靠离心机深度提纯,全程精准控制泥浆含砂率。系统核心过流部件选用耐磨不锈钢材质,筛网采用高张力复合材质,抗冲刷、不易堵孔,面对卵石层、流沙层、风化岩等复杂地层,也能持续输出性能稳定的泥浆,避免固相颗粒磨损钻头、堵塞管路,杜绝孔壁坍塌、钻进卡顿等施工隐患,保障作业连续稳定。
闭环循环复用,全方位降低项目综合施工成本。传统施工模式下,泥浆杂质累积后只能直接废弃,需要持续采购膨润土、纯碱、清水重新配浆,废浆外运还会产生高额运输处置费用。搭载冠能泥浆净化系统后,泥浆可实现闭环循环重复使用,大幅减少造浆原料消耗,实测项目中膨润土用量可降低三成以上。经过深度净化的泥浆固相含量极低,能减少泥浆泵、钻杆、钻机的磨损损耗,延长配件更换周期,降低停机维修频次。紧凑模块化布局减少现场占地面积,设备转运、拆装耗时短,有效缩短进场准备工期,从物料、设备、人工、工期多维度压缩施工开支。
低渣含水环保设计,满足绿色施工硬性标准。当前各地工程环保监管持续收紧,废浆乱排、湿渣堆放污染水土是施工企业常见合规难题。冠能泥浆净化系统优化固液分离结构,分离出的固相渣料含水率大幅降低,渣土成型干爽,可直接转运回填路基、场地,无需额外脱水处理;净化后的清水可回流储浆罐重新配浆,实现水资源循环,大幅减少废水外排。整套设备配套密封集浆槽,泥浆无跑冒滴漏,施工现场无泥浆漫流,有效控制扬尘与水土污染,轻松通过环保检查,规避停工整改、罚款等经营风险。
模块化集成设计,适配多场景复杂施工工况。区别于笨重、拼装繁琐的老式净化设备,冠能泥浆净化系统采用标准化模块化单元,各功能模块独立可拆分,短途工地转场、远距离异地施工拆装便捷,运输成本更低。控制系统集成可视化操作面板,可实时监测泥浆比重、黏度、流量等关键数据,根据地层变化一键调节设备运行参数,新手操作人员也可快速上手。设备严格遵循行业制造标准,兼容性强,可灵活配套旋挖钻机、非开挖顶管机、小型钻井设备,无论是城市狭小工地还是野外偏远项目,都能稳定投入使用。
稳定耐用、运维简便进一步提升设备综合价值。系统电机、旋流器、振动组件均选用优质工业配件,出厂前完成整机负载测试,长期连续作业故障率低。设备预留检修通道,易损件拆装更换简单,日常保养流程简化,无需配备专业运维人员,大幅降低后期养护投入。
综合来看,冠能泥浆净化系统以高精度净化、降本增效、绿色环保、多场景适配、低运维成本五大核心性能优势,解决传统泥浆处理设备的各类痛点。在工程行业提质增效、绿色发展的大趋势下,这套一体化净化设备持续为桩基、非开挖、钻井工程提供可靠保障,是兼顾经济效益与环保效益的优质固控解决方案。